 |
(495)510-98-15
stream-laser@yandex.ru |
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 [ 86 ] 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 2.40. Подготовительные функции устройства ЧПУ типа 2М43
детали на станке с устройством ЧПУ с последующей проверкой ОТК и составлением карты замеров. Автоматическая подготовка программ. Ручное программирование экономично при вырезании простых контуров с невысокой конечной точностью. Для повышения эгффективности программирования и работы станка необходимо использовать САП [10], которая состоит из программы транслятора (преобразование языка САП на язык ЭВМ); программы процессора для вычисления на языке ЭВМ; программы постпроцессора для трансляции информации с языка ЭВМ на язык устройства ЧПУ. Математическое обеспечение Еедется под ЭВМ определенного типа, а подготовка программы - на входном языке САП. Дальнейшее преобразование информации совершается ЭВМ по программам транелятора, процессора и постпроцессора. САП могут быть универсальные и специальные. Последние имеют небольшие технологические возможности или создаются для определенного устройства ЧПУ. Известны несколько САП; САПС - работает с устройством Контур 2П-67 (станки моделей 4532, 4531ФЗ); ЕСПС ТАУ - для ЭВМ единой серии, 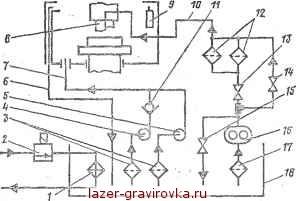 Рис. 2.31. Схема системы подачи и очистки РЖ станка модели 4Е723 I - змеевик охлаждения; 2 - терморегулятор; 3, 17 - сетчатые фильтры; 4, 5, 16 - насосы; 6 - магистраль слива РЖ; 7 - магистраль подачи, 8 - ЭИ; 9 - реле контроля уровня; 10 - магистраль прокачки РЖ через ЭИ; II - обратный клапан; 12 ш= фильтр тонкой очистки; 13-15 - вентили} 18 - бак с РЖ содержит постпроцессор для устройств ЧПУ типа 2М43; ТЕХТРАН для единой серии ЭВМ устройств ЧПУ - ЭМ907 и 15ИПЧ-3-001. Приспособления к электроэрозионным станкам [14, 19]. В табл. 2.41 приведены приспособления к копиро-вально-прошивочным станкам, а в табл. 2.42 - к вырезным станкам Оборудование для подачи и очистки РЖ. Примерная схема системы подачи и очистки рабочей жидкости дана на рис. 2.31, сведения о насосах для подачи РЖ и фильтрах для ее очистки даны в табл. 2.43 и 2.44. Для централизованного обеспечения очистки РЖ группы станков применяется агрегат снабжения и очистки рабочей жидкости к электроэрозионным станкам типа ХЭ38-16. Агрегат снабжен автоматизированной системой Эскиз Описание конструкции Назначение Приспособления для установки, выверки и крепления ЭИ 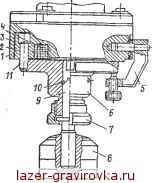 Состоит из корпуса 1, сердечника 2, тороидальной катушки 4 и прихвата 5, между сердечником и катушкой слой изоляционного материала 3. Базируются устанавливаемые приспособления тремя штифтами 11. Головка крепится к шпинделю станка или к промежуточным приспособлениям - орбитальной головке или приспособлению для поворота ЭИ. Приведен пример установки на головке электродо-держателя, состоящего из корпуса 6 (он же служит якорем электромагнита) и гайки 7 для крепления хвостовика 9 Эй (или, как в данном случае, патрона 8). Положение хвостовика базируется штифтом 10 и косым срезом на хвостовике Электромагнитная головка для быстрой замены ЭИ, удобства его монтажа и последующей выверки относительно обрабатываемой заготовки |
|
© 2025 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |