 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 [ 159 ] 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 МИО (и МЭИО) основана на использовании электродинамических сил при взаимодействии импульсного магнитного поля индуктора с током, который индуцируется этим полем в заготовке (при МИО) или переходнике (при МЭИО), передающем давление на эластичную среду. Схемы процессов МИО и МЭИО приведены на (рис. 6.7 и 6.8. Данный вид обработки позволяет создать давления свыше 100 МПа длительностью менее 10 s с, при скоростях деформирования заготовки 300 м/с. Эффективность преобразования электромагнитной энергии в работу пластической деформации зависит от параметров обработки [9] (табл. 6.6) и оценивается КПД, под которым подразумевают отношение энергии, затраченной на формообразование, к энергии, запасенной в конденсаторной батарее при зарядке. 6.2. РАБОЧИЕ СРЕДЫ При ЭГИО в качестве рабочей жидкости применяют воду. Используют также углеводородные (ГОСТ 20799-75), кремний-органические (ГОСТ 10957-74), полиэтилсилоксановые (ГОСТ 13004-77) жидкости, глицерин (ГОСТ 6824-76), расплавы солей которые могут иметь свойства электролитов и диэлектриков. Влияние вида рабочей жидкости на электрические и силовые характеристики электрического разряда особенно сказывается при непосредственном пробое МЭП (без ини- 6.7. Наибольшие значения гидравлического КПД при высоковольтном электрическом разряде в различных жидкостях 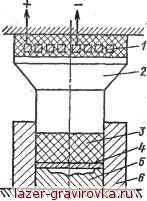 Рис. 6.8. Принципиальная схема технологического блока МЭИШ:. 1 - индуктор; 2 - переходник; 3 - эластичный пуансон; 4 - заготовка; 5 - матрица; 6 - контейнер и другие жидкости,
циирования разряда). В табл. 6.7 показано влияние вида рабочей жидкости на гидравлический КПД процесса. С изменением температуры воды гидравлический КПД разряда (пг) изменяется в довольно широких пределах (табл. 6.8). МИО осуществляется без рабочей (передаточной) среды, что позволяет деформировать металлические заготовки через изоляционные покрытия, перегородки и в вакууме. Для промежуточных сред, передающих давление от рабочей среды заготовке, при ЭГИО и МЭИО применяют диафрагмы и блоки из резины (ГОСТ 7338-77) и полиуретана. Применение промежуточных сред приводит к изменению давления на заготовку (длительности импульса давления и амплитуды). . 6.3. СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ Электрогидроимпульсные прессы и магнитно-импульсные установки относят к машинам импульсного действия. Источником энергии в них является конденсаторная батарея. Напряжение заряда конденсаторной батареи составляет 10-50 кВ. Энергия, запасаемая в конденсаторной батарее, рассчитывается по формуле (6.1). Прессы включают генератор импульсов тока (с повышающим трансформатором, высоковольтным выпрямителем, импульсным конденсатором или батареей конденсатора, разрядником) и технологический блок.Технологический блок имеет гидравлический пресс, универсальную разрядную камеру с электродами, технологическую оснастку, систему водоснабжения и вспомогательные устройства (например, устройство для подачи, съема заготовок, механизированной подачи взрывающегося проводи ника). Общие сведения. Технические характеристики прессов приведены в тзбл 6.9 [14, 22 I. Число синхронно включаемых разрядных контуров определяется полной энергией разряда. При энергии разряда 25-45 кДж обычно используют один разрядный контур, т. е. энергия выделяется в одном канале разряда. Эффективнее выделять через один канал разряда до 30 кДж энергии, поэтому с увеличением запасаемой энергии число включаемых контуров целесообразно увеличивать. Это выполнено в прессах типа ПЭГ (табл. 6.10) [81. Разработан размерный - ряд установок для МИО и МЭИО энергоемкостью до 240 кДж с рабочим напряжением до 20 кВ, предназначенных в основном для штамповки, сборки и сварки заготовок габаритными размерами от 100 до 1000 мм. Для сборки узлов приборов применяют установки энергоемкостью 0,4-1 кДж, производительностью 1200- 2400 операций в час. В сварочном производстве эксплуатируют установки с высокой собственной частотой разрядного контура (более 100 кГц). Для МИО труднодефор-мируемых материалов (например, титановых сплавов) созданы установки с вмонтированным устройством для нагрева заготовок. Выпускают установки с выносным и встроенным технологическим узлом, напольные и расположенные под полом, стационарные и переносные [6, 71. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |