 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 [ 224 ] 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 Операция Схема Кинематические особенности Технологические особенности Область применения Упрочнение элемент ов внутренних сферических, параболических и других подобных поверхностей тел вращения Упрочнение поверхностей крупногабаритных деталей преимущественно дискообразной формы  Деталь / вращается со скоростью v0, инструмент 2 относительно своей оси - со скоростью 1>ои > инструмент прижимается к детали с усилием FCT, колеблется продольно, его рабочая часть 3 - радиально относительно упрочняемой поверхности с амплитудой 2АК  Деталь 1 неподвижна, верхний 2 и нижний 3 полые волноводы, расположенные соосно, колеблются с амплитудами 2А к. н и 2j4k. в, колебания дна 4 нижнего волновода сообщают шарикам 5 начальные импульсы, нижний волновод служит для разгона шариков; упрочнение производится шариками, перемещающимися в полости верхнего волновода между его поверхностями и упрочняемой деталью То же, но состояние поверхностного слоя определяется величиной То же, но состояние поверхностного слоя определяется 2i4K. вн Галтели валов Диски роторов компрессоров и подобные им детали 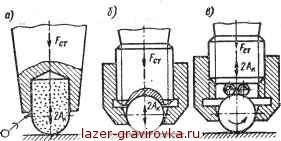 Рис. 7,78. Схема крепления рабочей части инструментов для УЗУ по рис. 7.76, е с металлической опорой: а - жесткой; б - упругой; е - в виде шариков С.% h ,MM НщМПа Ra,mM И -0,20 10 - 0,15 3 -0,10 В 0,05 10-10* 3,5-10s 9,0-Ю3 Z.5-103 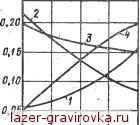 0,& 1,0 Ш^мм О 30 30 ПО Чу,пин Рис. 7.79. Изменение состояния поверхностного слоя деталей из стали ШХ15 после УЗУ по схеме 7.76, е в зависимости от длительности работы Ту инструмента с рабочей частью из твердого сплава ВК8 и его износа vH3H: микротвердость поверхностного - содержание остаточного аусте- I - шероховатость слоя поверхности И ; 3 - глубина наклепа ftH, мм; 4 нита С, % Рис. 7.80. Влияние длительности работы инструментов ту из твердых сплавов па их износ vHSH: 1 - ВК8; 2 - ВК.4М: 3 - ВК8М; 4 - ВК15М; 5 - ВК15 -iu3H,MM  по схеме на рис. 7.76, а - <ry, dmi Ак, расстояния от оси волновода г0 и от его дна Н; по схеме на рис. 7.76, б - <ry, dm, Ав и расстояние до обрабатываемой поверхности I; -щ he,МКМ Ж
Рис. 7.81. Влияние длительности упрочнения Ту на остаточные сжимающие напряжения oi в поверхностном слое глубиной залегания hc деталей из стали 20X13
WD ь 120 в) - 100
г 400 В
240 Ty,c 33. t5 2AK mkhi Рис. 7.82. Влияние технологических параметров УЗУ на максимальный уровень остаточных сжимающих напряжений отзх и глубину их залегания ha в поверхностном слое упрочненных деталей из стали 20X13 по схеме на рис. 7.76, в - Fcv, Ак, радиус скругления рабочей части инструмента ги, эффективная масса инструмента М, продольная подача Snp, число проходов i, ско- |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |