 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 [ 204 ] 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240
Станок ЛЭ-453 не имеет механической и ручной рабочих подач. Заготовка перемещается с помощью тарированной пружины специального стола. Последнее поколение этих станков оснащено микроскопом МБС-9 для ориентирования обрабатываемых заготовок относительно инструмента. При увеличении 8х достижима точность ориентирования 0,02 мм. Модификации станков этой гаммы комплектуются электромагнитным столом для быстродействующего крепления стальных подкладок с приклеенными к ним заготовками после предварительного ориентирования специального (базового) приспособления относительно закрепленного в станке многоместного инструмента [10, 33]. Сведения о некоторых специализированных и специальных ультразвуковых станках приведены в табл. 7.43. Типовые операции. Перед УЗАО заготовок из твердых, хрупких материалов их, как правило, приклеивают к подкладкам с целью предотвратить сколы при выходе инструмента из заготовки, правильно ориентировать и надежно закрепить заготовки на столе станка или в специальном приспособлении. В качестве подкладок используют оконное или витринное стекло. В некоторых случаях кроме стеклянных применяют и стальные (часто термо-обработанные и точно изготовленные) подкладки, которые базируют относительно инструмента с помощью электромагнитных приспособлений. В табл. 7.44 приведены схемы ориентированного приклеивания плоских заготовок на подкладки; эту операцию выполняют в специальных приспособлениях [10]. Приклеивание заготовок, не требующих базирования в специальных приспособлениях или ориентируемых при обработке относительно инструмента другими способами (по разметке,шаблонам и т.д.), производят в произвольном расположении.
   *~ i Рис. 7.47. Плоские заготовки из ферритов, кварца и керамики, полученные УЗВ за одну операцию полыми одноместными инструментами (рабочий контур сборных инструментов для этих заготовок изготовлен электроэрозионной вырезкой проволочным ЭИ) Составы для приклеивания заготовок из твердых, хрупких материалов к подкладкам приведены в табл. 7.45. Ультразвуковую отрезку (УЗОт) выполняют лезвийными одно- или многоместными инструментами. Оптимальная толщина лезвия 0,2-0,8 мм. Зернистость абразива суспензии выбирают в зависимости от требований к отрезаемым заготовкам: для черновых операций применяют крупные фракции карбида бора; для чистовых - мелкие фракции карбида кремния или электрокорунда. Рекомендуемое отношение массовых долей компонентов суспензии 1 : 3. Ультразвуковое вырезание (УЗВ) плоских заготовок толщиной до 6-10 мм осуществляют полыми одно- или многоместными инструментами. Как правило, для получения простых по форме заготовок в условиях серийного и массового производства применяют многоместные инструменты. Более сложные по форме заготовки (рис. 7.47) вырезают сменными одноместными инструментами сборной конструкции (см. табл. 7.35). В работе [10] приведен при- 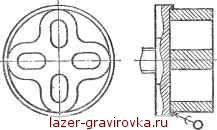 Рис. 7.48. Сменный инструмент сборной конструкции для УЗВ одновременно четырех заготовок-вставок мер УЗВ, когда за одну операцию сменным концентратором-инструментом получили 1024 заготовок диаметром 1,2 ± 0,02 мм и толщиной 2 мм из керамических пластин. Экономично вырезание заготовок-вставок овальной формы из поделочных камней многоместными инструментами сборкой конструкции (рис. 7.48). Размеры заготовок 2,5X4X8 мм. Рабочая часть инструмента припаяна к оправке. Операцию выполняют на станке 4772 с применением водной суспензии карбида бора зернистостью 10; подача суспензии поливом. При FCT л; 20 И и 2ЛК = 15-=--f-20 мкм основное время операции составило 18-20 мин. Допустимое число вырезок в этих условиях, характеризующее стойкость инструмента, составляет 12 (48 заготовок); рабочий торец его восстанавливали шлифованием. УЗВ из кремния и германия одновременно 500 заготовок круглой формы (диаметром 3-8 мм и толщиной 1 мм) производят многоместным сменным инструментом, рабочая часть которого состоит из калиброванных тонкостенных никелевых трубок, набранных в сотовом виде и запаянных в оправку с резьбовым хвостовиком. Операцию выполняли на станке 4770 с применением карбида кремния зернистостью 4; основное время операции 1-1,5 [10]. |
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |