 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 [ 59 ] 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240
отверстия в корпусе распылителя (рис. 1.38) из стали 18Х2Н4МА производят на станке модели 4406. Операцию выполняют с 10 %-ным.ЫаС1, ta = 25 °С, U = 12 В, / = 150 А, гэ = 90 с. После ЭХУЗ корпус распылителя промывают проточной водой в течение 1-2 мин, а затем сушат [2 ]. Электрохимическая оюидкостно-абразивная обработка {ЭХЖАО) заусенцев на наружных кромках заготовок выполняется на электрохимических специальных станках типа ЛЭ-142А. Для интенсификации операции в барабан вместе с заготовками засыпают куски керамики или фарфоровые шары (бой) диаметром 6-10 мм. Соотношение по массе этого абразивного материала и заготовок 1 s Г; объем загрузки - не более 60 % объема внутренней полости барабана. Состав электролитов, применяемых при ЭХЖАО заусенцев, и их параметры приведены в табл. 1.82. При этом U3 - 15ч-20 В, / = 150--170 А; продолжительность удаления в этих условиях заусенцев высотой около 0,1 мм - 10-15 мин. После ЭХЖАО заготовки подвергают специальной обработке, обеспечивающей межоперационную защиту их от коррозии. Заготовки при этом промывают в холодной проточной воде в течение 2-3 мин, затем обрабатывают 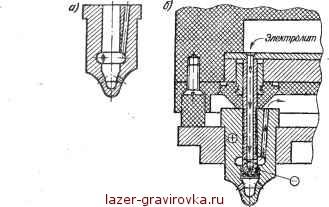 Рис. 1.38. Корпус распылителя (я) и секция многоместного приспособления (б) для ЭХУЗ корпуса распылителя 1.82. Электролиты, применяемые прн ЭХЖАО (снятие заусенцев)
в ингибирующем растворе; сушку производят горячим воздухом. Состав ингибирующих растворов и режимы антикоррозийной обработки заготовок даны в табл. 1.83. Заготовки из нержавеющих сталей антикоррозионной обработке не подвергают; их после ЭХЖАО промывают холодной водой и сушат. Электрохимическое полирование (ЭХП) улучшает микрогеометрию обработанной поверхности (параметр шероховатости от Ra - 0,04 мкм до Rz = 0,025 мкм), придает ей зеркальный блеск и, как правило, повышает прочностные свойства обработанных деталей за счет изменения физико-механических свойств поверхностей. При относительно низких значениях ia (15-30 А/дм2) ЭХП выполняют в неподвижном электролите; при ia > > 30 А/дм2 электродит перемешивают в процессе работы. Электрохимическое абразивное полирование (ЭХАП) применяют для снижения шероховатости как наружных, так и внутренних поверхностей заготовок, выполненных из труднообрабатываемых сталей и сплавов. На рис. 1.39 представлен ЭИ для ЭХАП плоских поверхностей. Он крепится на шпинделе станка; обрабатываемую заготовку помещают в ванну. Снижение шероховатости от исходной Ra = 1,25 мкм до требуемой Rz = 0,05 мкм осуществляют за два перехода: предварительный и окончательный. Первый выполняют с применением 15 %-ного NaNO? и |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |