 |
(495)510-98-15
stream-laser@yandex.ru |
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 [ 20 ] 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 1.13. Параметры обрабатываемостисталей и сплавов при использовании различных электролитов [15, 28, 29]
* Электролит - 10 %-ный NaOH; ** Электролит - 10 %-ный KNOa; 2 %-ный NaF н 0,5 %-ный NaNOj. 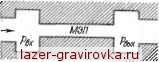 В других условиях плотность водорода можно определить по формуле Рн Кп в + 273) где fx - молярная масса газа (для молекулы водорода р. = 2- Ю-8 кг/моль); Rn - универсальная газовая постоянная, причем Rn = 0,848 кгм/моль-град); tg -температура электролита в МЭП, °С; рэ - давление электролита в МЭП, Па. Падение давления электролита, протекающего со скоростью vg в МЭП протяженностью мэп> определяется по Рис. 1.7. Схема подачи элект- формулам: ролита с противодавлением. = 16рэмэп/(Ке б); Рэ - Рвх /?вых> где Re - число Рейнольдса; /?вх и рвых - соответственно давление электролита на входе и выходе МЭП (рис. 1.7). Значения рвх устанавливают в соответствии с расчетной величиной Ард и значением рвы^, определяемого выбранной схемой ЭХО. Число Рейнольдса определяется из соотношения Re = 2f86/v8, где v3 - кинематическая вязкость электролита, м8/с. Значения кинематической вязкости некоторых элек-. тролитов приведены в табл. 1.14. Точность размеров и формы. Этот параметр при ЭХО определяется двумя группами факторов, одна из которых не зависит от процесса анодного растворения, а другая зависит от него. К первой группе относятся погрешности технологической системы; они устраняются или сводятся к минимуму общеизвестными способами. К факторам, характерным для ЭХО, относят погрешность А6, которая является следствием колебаний значения МЭЗ из-за нестабильности в процессе обработки заданных технологических режимов - йд, к, рН и vB, а также из-за нестабильности нагрева и газонаполнения электролита. Два последних фактора формируются в пределах МЭП и поэтому стабилизировать их трудно, а подчас и невозможно. Препятствовать газонаполнению можно, приме- |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2025 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |