 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 [ 225 ] 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 рость движения упрочняемой детали i OKp, диаметр упрочняемой поверхности D, исходная шероховатость последней Ra-
6) Ra,mkm J If JO Шк,мкм  45 ZAk,mkm Рис. 7.83. Влияние амплитуды колебаний 2АК инструмента на шероховатость упрочненной поверхности Ra при различной длительности УЗУ ту: а -сталь 13Х12Н2ВМФ; б - сплав ВТ5-1 a)Rq,mkm
6) Rа, мкм Ч
15 30 15 3D 90 Ту,с Рис. 7.84. Влияние длительности упрочнения ту на шероховатость упрочненной поверхности Ra деталей из стали 13Х12Н2ВМФ (а) и сплава ВТ5-1 (б) при различной амплитуде колебаний 2АК Влияние технологических параметров УЗУ на состояние поверхностного слоя после УЗУ по различным схемам приведено на рис. 7.81-7.86. Оборудование. Для УЗУ по схемам, приведенным на рис. 7.76,. а и 7.76, б, необходимо создание специального оборудования и технологической оснастки [4, 27, 48]. Для реализации схемы УЗУ, показанной на рис. 7.76, в, a)U ,% 35 \ 15 10
6) Ън,мкм 15 3D Ту,С  15 30 Рис. 7.85. Влияние длительности упрочнения ту на степень наклепа UH (а) и его глубину hH (б) при различной амплитуде колебаний 2АК б МПа 200 \-7~4l-ТГ--г~~1-1 Рис. 7.86. Влияние режимов упрочнения на остаточные напряжения от в поверхностном слое деталей из стали 13Х12Н2ВМФ: ; - х - 30 с; 2/9 к = 60 мкм; 4Ш - = 1 мм; 2 - т = 30 с; 2 А,. = = 60 мкм; rfn] = 1,6 мм; 3 - ху = = 60 с; 2/9 к = 60 мкм; d = 1 мм; 4 - т = 60 с; 2А„ = 60 мкм; d  к = 1,6 мм Щ модернизируют универсальные металлорежущие станки, оснащая их специальными ультразвуковыми головками, устанавливаемыми на суппорте станка [38]. 7.6. УЛЬТРАЗВУКОВОЕ СОЕДИНЕНИЕ МАТЕРИАЛОВ И МЕТАЛЛИЗАЦИЯ Ультразвуковая сварка (УЗС). Представляет собой сварку давлением (ГОСТ 2601-74), осуществляемую при воздействии УЗК (рис. 7.87). УЗС сопровождается повышением температуры в зоне сварки, деформированием и диффузией соединяемых материалов. В применении к металлам сущность УЗС состоит в образовании узлов схватывания, в которых стираются поверхностные пленки и под воздействием температуры и больших давлений образуются металлические связи. Одним из условий свариваемости металлов является малая разница в диаметрах их атомов и совпадение зерен по кристаллографическому строению (рис. 7.88). Посредством УЗС соединяют листы из алюминия и его сплавов, 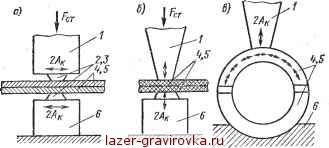 Рис. 7.87. Схемы УЗС: с - точечная (контактная) УЗС ме-. тзллов; б - точечная УЗС пластмасс; в - передаточная УЗС пластмасс; / - концентратор; 2, 3 - сварочные наконечники; 4, Б - свариваемые материалы; 6 - опора меди и медных сплавов, коррозионно-стойкой стали толщиной до 1,5 мм. Важным положительным качеством УЗС является низкий уровень остаточных напряжений в зоне соединения. УЗС пластмасс производят, используя продольные УЗК сварочного инструмента (рис. 7.87, б). Свариваемость пластмасс определяют коэффициентом затухания р\ который характеризует степень поглощения пластмассами энергии УЗК, и модулем упругости Е свариваемого материала. Посредством УЗС соединяют винипласт, полиэтилен, органическое стекло, полистирол, полиамиды, синтетические и смесовые ткани, искусственные кожи. Как правило, пластмассы соединяют контактной сваркой. При Р < 35 м-1 (полистирол, полиметилметакрилат) применяют передаточную (рис. 7.87, е) и контактную схемы УЗС. Передаточной называют УЗС, осуществляемую через значительную (до 4-8 см) длину материала. Материалы с р > 55 м-1 (полиэтилен, полиамиды) соеди- |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |