 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 [ 25 ] 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 Оптимальная частота вращения заготовки определяется по формуле 120г86т ги1:а 26т МэфЧа (U* - Аф) ?иР 360гьбт где т8 = 1 мин. Максимальная площадь рабочей поверхности ЭИ такого типа будет где / - максимальная сила тока источника питания. Значение р определяется по формуле ft 180/ где L - длина обрабатыва- рис- 1ЛБ- Схема электрохими- 8 ческого шлифования емои поверхности заготовки. Тогда время электролиза составит 2- 180%2бт 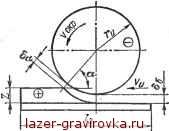 Электрохимическую обработку наружных поверхностей заготовок типа тел вращения по схеме с вращением заготовки и с линейной рабочей подачей секторного ЭИ, рабочая часть которого имеет выпуклую или вогнутую форму, можно рассматривать как частный случай приведенного на рис. 1.14 примера [13]. При ЭХШ (рис. 1.15) скорость vn с увеличением диаметра ЭИ и уменьшением Z возрастает *рИафЧа (иэ ~ Аф) Гш Расчет vB производят относительно участка обрабатываемой поверхности с минимальным значением а, учитывая, что величина 6 при этой схеме ЭХО, как правило, составляет 0,01-0,02 мм. В этом случае за счет применения электролитов и режимов обработки, при которых значение иа с увеличением МЭЗ резко уменьшается, а также при ограниченной подаче электролита на рабочую поверхность ЭИ и окончании операции при съеме малых припусков значение бб приближают к значению Ьа. Продолжительность ЭХШ определяют по формуле При ЭХШ алмазными или абразивными кругами значение о„ определяют экспериментально. 1.4. ЭЛЕКТРОДЫ-ИНСТРУМЕНТЫ (ЭИ) Общая характеристика. Конструкция ЭИ определяется его типом, материалом для его изготовления, способом крепления в электродержателе станка, формой и размерами рабочих поверхностей, необходимостью применения электроизоляционного покрытия (ЭИП) (его видом и способом нанесения), а также механической прочностью. Все ЭИ для ЭХО состоят из активных (рабочих) и пассивных (нерабочих) элементов и поверхностей. Первыми осуществляется электрохимическое растворение обрабатываемых поверхностей заготовки, а вторые используют для связи с элементами электрохимического станка, подвода электрического тока, подвода или отвода электролита. Активные элементы ЭИ всегда являются токо-проводящими, а пассивные могут быть и нетокопроводя-щими. В последнем случае ток подводят непосредственно к активным поверхностям ЭИ. 1.18. Конструкции ЭИ пластинчатой и ленточной формы
Типы ЭИ. Конструкции ЭИ пластинчатой и ленточной форм приведены в табл. 1.18, а дисковой - в табл. 1.19. При ЭХО дисковыми ЭИ на токопроводящей связке применяют алмазные отрезные круги (ГОСТ 10110-78*Е), плоские алмазные круги (ГОСТ 16167-80), алмазные плоские круги с выточкой (ГОСТ 16170-81Е) и алмазные круги чашечной формы (ГОСТ 16172-80*Е). Конструкции одноместных ЭИ для ЭХО цилиндрических отверстий показаны в табл. 1.20. Конструкции многоместных ЭИ для некоторых операций ЭХО приведены в табл. 1.21. Крупногабаритные и сложно-профильные ЭИ для такой операции, как электрохимическое объемное копирование, часто выполняют сборными. Это позволяет экономить металл и во многих случаях снижать трудоемкость их изготовления. Составные части таких инструментов соединяют так, чтобы крепежные отверстия не выходили на их активные поверхности. На рис. 1.16 приведен ЭИ сборной конструкции. Конструкция ЭЙ должна обеспечивать надежное и равномерное распределение и подачу в 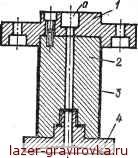 Рис. 1.16. Конструкция сборного ЭИ для ЭХОК сферической поверхности: I - фланец; 2 *> переходная оправка; 3 - ЗИП; 4 - активная часть (а - накопительная камера для электро лита) рабочую зону электролита на всем протяжении МЭП. Для этого при конструировании ЭИ необходимо: ограничиваться минимальным числом полостей, канавок и щелей, располагая их по осям симметрии активной части ЭИ, с тем чтобы протяженность пути прохождения электролита во всех направлениях была примерно одинаковой. Разница в длине самого короткого и самого длинного путей прохождения электролита не должна быть более 1,5 вне зависимости от способа подачи его в МЭП; при ступенчатой форме торца активной части ЭИ Канавки для подачи электролита должны обязательно проходить по той его части, которая первой вступит в работу; все канавки и щели должны разделять активную часть ЭИ примерно на равные части, с тем чтобы обеспечить равномерную подачу и циркуляцию электролита во всех местах МЭП; длина пути электролита по канавкам и щелям (особенно узким) не должна |
|||||||||||||
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |