 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 [ 193 ] 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 7 21 Основные размеры излучающих пластин колебательных систем , с ПМС, ми 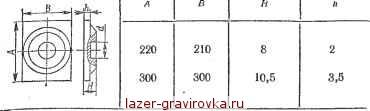 Примечание. Значение d больше размера сечения пакета ПМС на 1-2 мм. 7.3. УЛЬТРАЗВУКОВАЯ АБРАЗИВНАЯ ОБРАБОТКА Ультразвуковая абразивная обработка (УЗАО) объединяет операции, при выполнении которых съем материала осуществляется множеством свободных (не закрепленных на инструменте) абразивных зерен или абразивными (алмазными, эльборными) инструментами при вибрации инструмента или заготовок с ультразвуковой частотой (ГОСТ 23505-79). Рис. 7.31. Схема УЗАО свободными абразивными зернами твердых хрупких материалов: / - заготовка; 2 - ультразвуковой инструмент; 3 - абразивная суспензия (Fr - усилие рабочей подачи)  УЗАО свободными абразивными зернами. Операции основаны на хрупком выкалывании частиц обрабатываемого (хрупкого) материала под воздействием множества абразивных зерен, по которым ударяет колеблющийся с ультразвуковой частотой инструмент. Схема УЗАО твердых крупных материалов приведена на рис. 7.31 [33]. Кинематические схемы. Указанные схемы основных операций УЗАО свободными абразивными зернами и их особенности приведены в табл. 7.22. 7.22. Кинематические схемы основных операций УЗАО свободными абразивными зернами Операция Назначение Кинематическая схема Кинематические особенности Тех нологи ческие особенности Область применения >> О Отделение части заготовки по незамкнутому конту-РУ  Инструмент 2 совершает продольные УЗ К с амплитудой Лк: рабочая подача осуществляется вертикальным перемещением инструмента или заготов кн 1 с усилием FCT Для исключени сколов на выходе лезвийного инструмента заготовку приклеивают и стеклянной подкладке 4; абразив ную суспензию 3 подают вручную или поливом
Раскрой заготовок единичнымв или многоместными инструментами; отрезка пластин. Минимальная ширина реза 0,3- 0,5 мм Вырезание заготовок по замкнутому контуру А Инструмент 2 совершает продольные УЗК с амплитудой 2ЛК; рабочая подача осуществляется вертикальным перемещением инструмента или заготовки 1 с усилием FCT Для исключения сколов на выходе инструмента заготовку приклеивают к стеклянной подкладке 4\ абразивную суспензию подают поливом или через полость инструмента 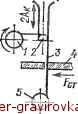 Непрофилированный инструмент - проволока 3 перематывается с катушки 1 иа катушку 5 и получает УЗК от концентратора 2; заготовка 4 прижимается к инструменту с усилием FCT и перемещается в горизонтальной плоскости по заданной траектории, соответствующей контуру вырезаемой заготовки Абразивную суспензию подают поливом. Заданная траектория перемещения заготовки обеспечивается по увеличенному чер-тежу-ш зблону или с помощью ЧПУ. Инструмент - стальная проволо- Формообразова-иие плоских заготовок толщиной до 6-10 мм по наружному контуру Назначение Кинематическая схема Кинематические особенности Технологические особенности Область применения § О I £ о flj К о - и Е а м S S Я =° и °а £ Б о я я о. <я н и Л Я ? о о. Получение поверхностей, соответствующих форме рабочей части инструмента  Получение отверстия постоянного сечения  Инструмент 2 совершает УЗК с амплитудой 2АК; рабочая подача осуществляется вертикальным перемещением инструмента или заготовки / с усилием р Абразивную суспензию 3 подают поливом. Рабочая часть инструмента копирует обрабатываемые элементы Формообразование рельефных изображений и полостей любой (вогнутой или выпуклой) формы Абразивную суспензию 3 подают поливом или вручную; заготовки приклеивают к стеклянным подкладкам 4 Формообразование отверстий различного контура mf-1 ОГО £Ь п га а а, х ъ о Получение поверхностей при вращении заготовки и поступательном перемещении инструмента  Заготовка 1 вращается со скоростью fOKp; инструмент 2 совершает УЗК с амплитудой 2АК и прижимается к заготовке с усилием FCT Абразивную суспензию подают поливом; для удержания ее в зоне обработки под инструментом размещают ванну Формообразование элементов деталей типа тел вращения небольших размеров |
||||||||||
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |