 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 [ 154 ] 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 обработку в полуавтоматическом и автоматическом режимах. На станках моделей МАС-4 и ФАС-3 предусмотрена продольная подача суппорта с ЭМИ для обработки заготовок большой длины (до 500-1000 мм). На станке модели МАС-4 движение осцилляции пос сообщается не заготовке, а полюсным наконечникам ЭМИ, что необходимо при большой массе обрабатываемых заготовок.  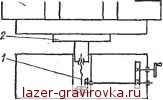 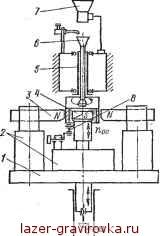 777, Рис. 5.21. Кинематическая схема многошпиндельного станка МАРС-3 для полирования цилиндрических и фасонных тел вращения: 1 - механизм подъема стола; 2 = стол; 3 - ЭМИ; 4 ааготовка; 5 в шпиндель; 6 - ротор Рис. 5.22. Схема станка ФАС-4 для МАО отверстий во втулках: / - стол; 2 - ЭМИ; 3 - регулируемые полюсные наконечники; 4 - осциллирующий внутренний полюсный наконечник; 5 - шпиндель; 6 - труба для подвода СОЖ и порошка; 7 - бункер-дозатор порошка: 8 - ааготовка Для обработки цилиндрических и фасонных поверхностей тел вращения малых диаметров (менее 25 мм) ФТИ АН БССР разработана гамма многошпиндельных магнитно-абразивных станков МАРС (рис. 5.21) [19]. Технические данные станковМАРС приведены в табл. 5.16. Для магнито-абразивного полирования отверстий во втулках на базе вертикально-фрезерного станка 6М13ПБ ФТИ АН БССР создан станок модели ФАС-4 Кинематическая схема станка модели ФАС-4 со схемой МАО показана на рис. 5.22 [25]. Максимальные размеры обрабатываемого отверстия, мм: диаметр................. 250 длина.................. 150 Частота вращения шпинделя, об/мин ..... До 1200 Параметры движения осцилляции: частота, мин 1............ . До 1450 амплитуда, мм ............. 3 Максимальная магнитная индукция в рабочем зазоре, Тл .................. 1,2 Потребляемая мощность, кВт ........ 6,5 Габаритные размеры, мм........... 1500Х1500Х Х2000 В табл. 5.17 приведены технические характеристики станков для магнитно-абразивного полирования плоскостей, разработанных ФТИ АН БССР. Станки предусматривают одно- и многоместную обработку штучных заготовок из ферромагнитных или немагнитных материалов. 5.16. Технические характеристики магнитно-абразивных станков МАРС [19]
5.17. Технические характеристики станков для магнитно-абразивного полирования плоскостей [28]
Для полирования листового немагнитного материала с двух сторон одновременно и для очистки от оксидов фольгированных диэлектриков создан станок Ферромаг (см. табл. 5.1) [31]. Толщина обрабатываемого на нем материала 0,03-1,0 мм, максимальная ширина 250 мм. Наименьшая длина штучных заготовок, при которой возможна автоматическая их подача, 170 мм. Максимальный размер по длине заготовки не ограничен. Скорость конвейера, обеспечивающего перемещение заготовок через рабочую зону, 0-2000 мм/мин. Список литературы 1. Базарнов Ю. А., Мелехин Ю. В., Сакулевич Ф. Ю. Магнитно-абразивная обработка отверстий Магнитно-абразнвное полирование деталей. Минск: ФТИ АН БССР, 1976. С. 100-102. 2. Барон Ю. М. Магнитно-абразивная и магнитная обработка изделий и режущих инструментов. Л.: Машиностроение, 1986. 176 с. 3. Барон Ю. М., Манченко А. В., Чубайс А. Б. Магнитно-абразивное полирование деталей из немагнитных сталей Технология машиностроения для легкой и пищевой промышленности и бытовых приборов. Вып. 10. М.: 1976. С. 9-19. 4. Барон Ю. М. Иванов С. Ю., Сенчило И. А. Применение магнитной обработки и магнитно-абразивного полирования для повышения стойкости режущего инструмента Магнитно-абразивная обработка деталей машин. Минск: ФТИ АН БССР, 1979, С. 21-24. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |