 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 [ 228 ] 229 230 231 232 233 234 235 236 237 238 239 240 7.80. Технические характеристики машин для УЗС швейных изделий
заготовок сложной формы и большой длины из искусственных кож [41 ]. В МВТУ имени Н. Э. Баумана созданы роликовые машины для УЗС непрерывным швом лавсана, полипропилена, капрона 111]. Ультразвуковая металлизация (УЗМе). Представляет собой нанесение металлического покрытия, находящегося в расплавленном состоянии, на поверхность твердого тела под воздействием УЗК. Ультразвуковое лужение (УЗЛ) - частный случай УЗМе; здесь основным компонентом покрытия является олово. Ультразвуковая тика (УЗП) - соединение деталей, предварительно прошедших УЗМе. Необходимым условием УЗМе является нагрев металлизируемой детали (твердого тела) до температуры, превышающей на 20-30° температуру покрытия. Сущность УЗМе состоит в интенсивном- воздействии УЗК на все последовательные стадии формирования соединения в системе покрытие - деталь. Возбуждаемые в металлическом расплаве УЗК за счет возникновения кавитации, радиационных напряжений и акустических течений обусловливают смачивание поверхности детали расплавом, создание развитого рельефа ее поверхности, диффузию расплава и.химическое взаимодействие контактирующих материалов. Одним из условий образования прочных соединений при УЗМе является наличие физико-химического сродства материалов покрытия и детали. 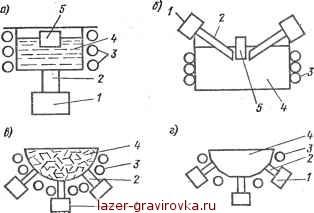 Рис. 7.93. Варианты иммерсионной схемы УЗМе: а - возбуждение УЗК при помощи элементов конструкции ванны; б - ультразвуковая ванна с независимым возбуждением УЗК в расплаве; в, г - ультразвуковые ванны круглой и прямоугольной формы; 1 - ПМС; 2 - волновод; 3 - нагреватель; 4 -- расплав; 5 - металлизируемая деталь Иммерсионная схема УЗМе осуществляется применением ультразвуковых ванн, заполненных расплавом, в который погружают металлизируемую деталь. В процессе УЗМе деталь не должна касаться поверхности инструмента, излучающей ультразвук (рис. 7.93, а). Источники ультразвука могут встраиваться в дно ванны или погружаться в расплав (рис. 7.93, б). Волноводы, передающие УЗК расплаву, изготавливают из металлов, обладающих минимальными потерями, например из титановых сплавов. Вдоль стенок резервуара ванны устанавливают нагреватели для разогрева покрытия. Применяют ванны с дном круглой или прямоугольной формы, что позволяет повысить интенсивность поля УЗК за счет увеличения числа преобразователей при одном и том же объеме (рис. 7.93, в, г). Рк.кПа S,0  Зазор между инструментом и металлизируемой поверхностью выбирают по распределению акустического давления в ванне (рис. 7.94). Рассматриваемая схема нашла широкое применение, например, при пайке U-об-разных колен алюминиевых теплообменников. Контактная схема УЗМе реализуется касанием металлизируемой поверхности детали ультразвуковым инструментом, применяют паяльники или ванны [37, 48]. В процессе УЗП по контактной схеме обычно используют возбуждение металлизируемой детали, жестко соединенной с ультразвуковым инструментом (рис. 7.95). Усилие прижатия инструмента к детали F1 = ЮО-т-150 Н, усилие прижатия детали F2 = = l-r-5 Н. Разогрев осуществляют кварцевыми галогенными лампами КИ-220-1000. Ультразвуковые паяльники оснащают ПМС, нагруженным на нагреваемый концентратор. Источником нагрева может служить также кислородно-ацетиленовая горелка или иной источник тепла. Разработаны паяльники, снабженные дозирующей емкостью для расплава, непрерывно подаваемого в 3ohv металлизации и пайки (рис. 7.96). Рис. 7.95. Схема УЗП плат к основанию корпуса узла: 1 - ПМС; 2 - концентраторы; 3 - корпус; 4 - плата; 5 - источник теп- 8 h,MM Рис. 7.94. Распределение интенсивности кавитации рк в вертикальной плоскости h в ультразвуковой ванне лужения УЗВЛ-0,4  УЗМе по схеме тонкого слоя представляет собой на несение покрытия при малом (0,1-0,3 мм) зазоре 6 между ультразвуковым инструментом и металлизируемой поверхностью (рис. 7.97). Деталь размещают на подогреваемой плите, ультразвуковой инструмент также снабжают нагревателем. В процессе УЗМе поддерживают постоян- |
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |