 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 [ 142 ] 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 Шифр и операция МАО Схема обработки IV-Б-3.1 - чистовая обработка отверстий немагнитных труб  / - заготовка; 2 - абразивные бруски; 3 - корпус АИ; 4 - ЭМИ постоянного тока; 5 - ЭМИ трехфазного тока; 6 - эластичный баллон Баллон заполнен сжатым воздухом (рв) и прижимает абразивные бруски к обрабатываемой поверхности. ЭМИ перемещают вдоль заготовки (vs); взаимодействие магнитных полей ЭМИ заставляет АИ вращаться (к) внутри заготовки, двигаться вдоль нее и осуществлять обработку отверстия 8 IV-Б-4 - хонингование отверстий 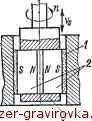 1 - абразивные бруски; 2 - постоянные магниты; 5 - корпус хонинговаль-ной головки Постоянные магниты с наклеенными на них абразивными брусками отталкиваются друг от друга и прижимают бруски к обрабатываемой поверхности. Рабочие движения (п, vs) те же, что и при хонингован ии без МАО9 Шифр и операция МАО Схема обработки V-В-1 - пескоструйная обработка листовых материалов  / - листовой материал; 2 - ЭМИ постоянного тока; 3 - сопло, распыляющее абразивные зерна сжатым воздухом Абразивные зерна из электропроводного материала, перемещаясь в магнит-ком поле, одноименно заряжаются и отталкиваются. При этом обеспечивается равномерная обработка по всей ширине листа, перемещающегося с подачей (vs)10 / - заготовка из ферромагнитного материала; 2 - ЭМИ переменного тока; 3 - шлифовальный круг Шлифование с созданием в заготовке переменного магнитного поля приводит к повышению стойкости шлифовального круга. Рабочие движения (к, vs) те же, что и при шлифовании без МАО u V-В-2 - шлифование плоскостей  1 Пат. 2.735.231 (США). а А. с. 537796 (СССР). 8 Пат. 2.196.058 (США). * А. с. 531715 (СССР). 8 А. с. 1201109 (СССР). 6 А. с. 848318 (СССР). А. с. 236274 (СССР). 8 А. с. 123051 (СССР). А. с 630061 (СССР). Пат. 1.507.495 (Франция). А. с. 542631 (СССР). повышенные эксплуатационные свойства: износостойкость, коррозионную стойкость, контактную долговечность. Магнитно-абразивной обработке подвергают ферромагнитные и немагнитные материалы с широким диапазоном физико-механических свойств. Области применения МАО, а также примеры типовых операций приведены в табл. 5.1. Классификация процессов МАО основана на разно образии форм и размеров обрабатываемых заготовок и их свойств, а также видов производства. Это вызвало появление разнообразных способов и устройств для осуществления МАО, отличающихся кинематикой, конструкцией МИ, характером используемого магнитного поля и технологическими возможностями. По кинематическим признакам и способам формирования обработанной поверхности во времени на виды МАО распространяются общие классификации по Г. И. Гребенщикову [8] и Е. Г. Коновалову [11]. С учетом особенностей МАО ее разновидности можно классифицировать по признакам, приведенным в табл. 5.2. По этим признакам все виды МАО делят на группы и подгруппы. Шифры групп и подгрупп позволяют для каждого вида МАО (и соответствующего устройства) составить комплексный шифр, дающий о них первичную информацию. Различный характер магнитного поля в рабочей зоне (рабочем зазоре) создается с помощью магнитных (МИ) и электромагнитных (ЭМИ) индукторов и индукторов на постоянных магнитах (ИМП). В табл. 5.3 приведены операции МАО, их описание и шифры применяемых видов МАО в соответствии с принятой классификацией (см. табл. 5.2) Б.2. ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ И ЗАКОНОМЕРНОСТИ МАО При МАО по схемам I-III групп удаление припуска осуществляется абразивным резанием, снятием образующихся химических пленок и сопровождается пластическим выглаживанием обрабатываемой поверхности. Абразивному резанию и пластическому выглаживанию способствуют ПАВ, содержащиеся в СОЖ, действие которых в условиях МАО проявляется сильнее, чем при абразивной обработке. Каждое контактирующее с заготовкой зерно порошка прижато к обрабатываемой поверхности силой Ру, яв- |
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |