 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 [ 153 ] 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 Эскиз Назначение Краткое описание 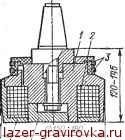 5 4  Полирование плоскостей ферромагнитных и тонколистовых заготовок, закрепленных на ферром агнитной плите ЭМИ постоянного тока с торцевой активной поверхностью (напряжение питающего тока 36- 70 В): / - корпус; 2 *=-намагничивающая катушка; 3 - токо-подводящие кольца; 4, 5 - немагнитные крышки 1 ИПМ с торцевой активной поверхностью: / - верхний подвижный блок магнитов; 2 - механизм поворота верхнего блока для включения ИПМ; 3 - постоянные магниты; 4 - нижний блок магнитов 2 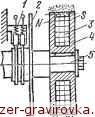 Полирование плоских и фасонных линейчатых поверхностей немагнитных заготовок ЭМИ постоянного тока с активной цилиндрической поверхностью: / - токоподводя-щее устройство; 2 - защитный э кран; 3 - намагничивающая катушка; 4 - корпус; 5 - оправка с коллекторными кольцами а  Полирование плоских и фасонных линейчатых поверхностей ферромагнитных н немагнитных заготовок Осциллирующий ИПМ: / - корпус; 2 механизм осцилляции; 3 -. осциллирующая головка; 4 - механизм выключения ИПМ; 5, 6 - подвижный н неподвижный' блоки магнитов * 1 А. с. 315577 (СССР). А. с. 1201109 (ССР). 8 А. с. 137756 (СССР). * А. с. 848318 (СССР). 6.5. СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ Для осуществления МАО применяют специализированные магнитно-абразивные станки и модернизированные металлорежущие универсальные и специализированные станки. Обычный металлорежущий станок иногда достаточно оснастить съемным магнитным индуктором. На рис. 5.20 приведен модернизированный для МАО станок модели 1А616. Здесь воспроизводится схема МАО по
Рис. 5.20. Модернизация токарного станка для мао цилиндрических поверхностей: / - базовый станок; 2 - пульт управления ЭМИ, осцилляцией и приводом задней бабки; 3 - осциллирующий шпиндель; 4 - опора шпинделя; 6 - ЭМИ; 6 *- подпружиненный задний центр; 7 - пневмопривод пиноли задней бабки; 8 - эксцентрик привода осцилляции рис. 5.1, б. На модернизированном станке сняты механизмы подач и поперечный суппорт. Длина обрабатываемой поверхности ограничена и равна длине полюсных наконечников ЭМИ. Для главного движения п используют привод станка; яос осуществляют от дополнительного электродвигателя. Предусмотрено автоматическое выключение станка по истечении основного времени операции. Размеры обрабатываемых поверхностей; d = 15 -f- 50 мм, I < 80 мм. Конструкция ЭМИ, устанавливаемого на суппорте этого станка, показана на рис. 5.14. Переналадка ЭМИ для обработки заготовок с разными размерами производится перемещением полюсов и заменой полюсных наконечников. Схема МАО наружных цилиндрических поверхностей (см. рис. 5.1, б) реализуется на специальных магнитно-абразивных станках моделей МАС-1, МАС-3, MAC 4 (разработаныСКБ-ЗМинавтопрома СССР), ФАС-1, ФАС-2, ФАС-3, ФАС-8 (разработаны ФТИ АН БССР), ЦАМ-2, ЦАМ-3 1 (табл. 5.15). Станки позволяют производить 1 А. с, № 509412 (СССР), 5.15. Технические характеристики одношпиндельных магнитно-абразивных станков для наружного полирования тел вращения [19]
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |