 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 [ 209 ] 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 Операция Кинематическая схема Кинематические особенности Техиологическк особенности Область применения <г> п то ш и Я Н QJ Й 4 О -л. СЛ 3 и 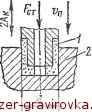 Инструменту 1 сообщают УЗК с амплитудой 2ЛК, направленные вдоль оси обрабатываемого отверстия заготовки 2; вращевие со скоростью vB, осевую подачу при постоянной скорости vn или силе прижима FCT Кругу / сообщают: УЗК с амплитудой 2АК, направленные перпендикулярно к плоскости заготовки 2; вращение со скоростью va; подачу со скоростью vn. Заготовку возвратно-поступательно перемещают со скоростью t 3. п Обработку производят алмазоносным слоем инструмента с подачей СОЖ через его центральное отверстие Изготовление глубоких сквозных и глухих отверстий (d г'. 20 мм, / ==С 400 мм) в твердых неметаллических материалах при обеспечении высокой точности формы и размеров Плоское шлифование пластин из керамики и других твердых хрупких труднообрабатываемых материалов с высокой точностью формы и размеров Операция Кинематическая схема Кинематические особенности Технологические особенности Область применения ого ю ос к и И К S3 к Э В- и £ ° о 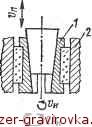 Заготовке 2 сообщают крутильные УЗК с амплитудой 2АК; бруски / вращают со скоростью va и перемещают возвратно-поступательно со скоростью ип, прижимая к заготовке за счет осевой подачи разжимного конуса Обработку производят алмазным блок-бруском с подачей СОЖ поливом. Заготовке обеспечивают возможность самоустановки Чистовая обработка прецизионных отверстий деталей при обеспечении минимальных отклонений от цилиндричности е-о го я к га и о К К к 8-  Бруску 1 сообщают УЗК с амплитудой 2АК, направленные преимущественно по нормали к обрабатываемой поверхности; низкочастотное осциллирующее движение с амплитудой 2А с и частотой пос; возвратно-поступательное движение продольной подачи со скоростью vn вдоль заготовки 2, которую вращают со скоростью v3 Брусок прижимают к заготовке силой Fc? Обработку производят рабочей поверхностью Чистовая обработка поверхностей деталей, о я о >, га 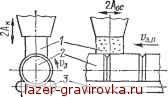  -I-ьщ Бруску / сообщают УЗК, низкочастотное осциллирующее движение с амплитудой 2А0С и частотой оС и прижимают с силой FCT к заготовке 2, которую вращают со скоростью Va С ПОМОЩэЮ валков 3 Бруску / сообщают УЗК, низкочастотное ка-чательное движение вокруг оси, проходящей через центр профиля желоба, с угловой амплитудой 2аос и частотой ос и прижимают силой /-ст к заготовке 2, вращающейся со скоростью vs бруска, охватывающей заготовку при силовом замыкании ков-такта. СОЖ подают поливом. В конце цикла обработки уменьшают амплитуду УЗК. Заготовку вращают в центрах, на неподвижных радиальных опорах, например из эль-бора, валками работающих при высоких скоростях и нагрузках (дорожки качения колец подшипников, ролики, шейки валов и др.), из труднообрабатываемых сталей, цветных металлов и сплавов при обеспечении минимальных шероховатостей и волнистости, а также упрочнении поверхностного слоя металла |
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |