 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 [ 108 ] 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 канала (рис. 2,46). II вариант применяют в том случае, когда размеры и форма межлопаточкого какала не допускают ввести ЭИ, идентичного по форме обрабатываемых поверхностей, на всю глубину канала. Формообразование канала осуществляют участками поочередно двумя и более ЭИ (вводят их с одной или двух сторон заготовки). На рис. 2.47 представлена развертка продольного сечения межлопаточного ка- . нала и последовательность перемещения ЭИ. При разработке технологического процесса ЭЭО межлопаточных каналов колес, изготавливаемых из монолитных заготовок, необходимо обратить внимание на надежность 1 Контур сечения i межлопаточного канал'О Контур сечения ЭИ Контур обработанной части сечения канала:  I I Рис. 2.47. Схема формообразования межлопаточного канала в заготовке колеса турбины Рис. 2.46. Траектория движения ЭИ при предварительной прошивке межлопаточного канала в заготовке колеса турбины: / заготовка: 2 - какал; 3 - ЭИ операций, так как контроль качества их выполнения осуществить практически невозможно. Здесь необходимо решить следующие задачи. 1) выбрать технологический режим; 2) рационально распределить припуск по переходам; 3) определить подачу на каждом переходе с учетом МЭЗ; 4) выбрать последовательность переходов при формообразовании каналов. Электрические режимы чернового прохода выбирают из условия наибольшей производительности, а чистового - исходя из заданной точности обработки и шероховатости поверхности канала. Для сокращения износа ЭИ обработку производят с использованием гребенчатых импульсов (генератор ШГИ). Изготовление сеток, решеток и пазов [4, 6]. Эту операцию производят, как правило, групповыми ЭИ; одновременно обрабатывают до 800 и более отверстий диаметром 0,2-2 мм, глубиной до 2 мм с высокой точностью 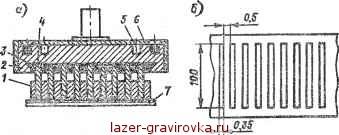 Рис. 2.48. Групповой ЭИ (а) для ЭЭПр пазов и эскиз детали (б): / - кондуктор; 2 - подэлектродная плита; 3 - припой; 4 - ЭИ; 5 - базовые штифты; 6 - корпус ЭИ; 7 - заготовка размеров (±0,002 мм) и малой шероховатостью обработанных поверхностей (до Ra = 0,32-=-0,16 мкм). Обработка производится с вибрацией ЭИ при частоте около 100 Гц и амплитуде менее 0,01 мм с обязательным нагнетанием РЖ низкой вязкости. Примеры обработки групповыми ЭИ приведены на рис. 2.48. В табл. 2.67-2.69 приведены некоторые сведения о режимах ЭЭО отверстий и пазов, сеток и решеток. ЭЭО соединительных каналов [5]. Эту операцию выполняют преимущественно в алюминиевых сплавах деталей пневмо- и гидроаппаратуры и корпусных деталях. На рис. 2.49 дана схема прошивания канала и требования к операции. Размеры 4 и 4 должны быть больше толщины стенки /2, в которой требуется прошить канал. Общая длина ЭИ 4 - 4 + + 4; 4 = kl2, где k = 1,2ч-2,5 (учитывает длину ЭИ); во всех случаях 4 < (4 + 4)- На рис. 2.50-2.51 и табл. 2.70 приведены некоторые зависимости ЭЗО каналов и отверстий. Рис. 2.49. Схема прошивания соединительного канала в корпусных деталях 2.67 Технологические характеристики ЭЭО сеток с применением ГИ по схеме RC
2.68. Технологические характеристики отверстий сеток и режимы их ЭЭО на гтанках с применением ГИ по схеме RC
2.69. Технологические характеристики ЭЭО пазов на вырезном станке
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |