 |
(495)510-98-15
|
|
Меню
|
Главная » Классификация электронных систем 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 [ 152 ] 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 из пространства вблизи катода. Это значительно снижает вероятность обратных зажиганий. Резкое снижение вероятности обратных зажиганий достигается в ртутных вентилях при последовательном их соединении, поскольку результирующая вероятность развития обратных зажиганий равна произведению вероятностей обратных зажиганий в каждом из вентилей. е) Конструктивное выполнение ртутных вентилей на низкие и средние напряжения В качестве общих требований, которым должно удовлетворять конструктивное выполнение вентиля любого типа, являются: 1) сохранение высокого вакуума (низкого остаточного давления) и 2) сохранение в допустимом диапазоне изменений плотности ртутного пара. Высокий вакуум в ртутном вентиле необходим для обеспечения нормального режима горения дуги и получения минимально необходимого свободного пробега электронов, а также для предупреждения возможности образования отрицательных ионов, возникающих в молекулярных газах. Кроме того, высоким вакуумом предупреждается возникновение окислов и азидов на поверхностях деталей (в первую очередь на аноде). Окислы и азиды приводят к образованию тех диэлектрических пленок, которые сильно повышают вероятность возникновения обратных зажиганий. В процессе производства вентилей вакуум создается с помощью ротационного и диффузионного насосов, а также путем прокалки всех деталей в вакуумных печах. Сохраняется вакуум путем герметизации вентилей (запаянные вентили), что достигается пайкой металлических деталей корпуса с изоляционными деталями (стеклом, фарфором), или, как это имеет место в мощных вентилях на средние напряжения и в высоковольтных вентилях, путем эпизодической откачки накопившихся в корпусе вентиля молекулярных газов с помощью вакуумных и ротационных насосов (вентили полуоткачного типа). Конструктивные разрезы запаянных маломощных вентилей (игнитрона и экзитрона) приведены на рис. 7.42, а и б. В игнитроне, применяемом в сварочных устройствах, изолирован от корпуса 1 только анод 2. Изоляция достигается с помощью кварцевого стекла 3, спаянного с металлом. Катод, представляющий собой металлическую чашу 4, заполненную до определенной глубины ртутью 5, не изолирован от корпуса. Возможность перехода катодного пятна на корпус предупрежда ется здесь коротким временем существования вспомогательной дуги и ограниченной скоростью перемещения катодного пятна, не успевающего переместиться к стенкам за время существования основ- ной дуги. Формирование нового катодного пятна на корпусе в игнитроне также невозможно, так как полное падение напряжения в игнитроне обычно невелико. Это достигается благодаря отсутствию в игнитроне мест сужений и малому удалению анода от катода. 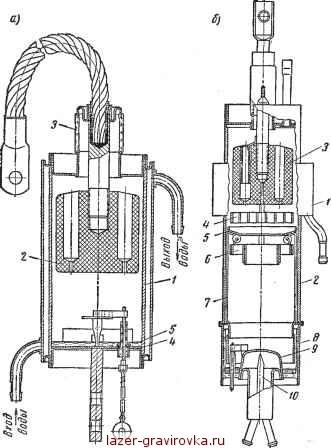 Рис. 7.42. Конструктивные разрезы маломощных ртутных вентилей а - игнитрона; б - экзитрона Допустимый диапазон изменения давления (плотности) пара достигается в ртутных вентилях поддержанием температуры стенок и катода с помощью охлаждающей среды (воздуха, воды, масла). Давление паров, насыщающих пространство, является сильно выраженной функцией от температуры, поэтому к режиму охлаждения тутных вентилей предъявляются особо высокие требования. Вода, которая в большинстве типов вентилей используется в качестве охлаждающей среды, пропускается через водяную рубашку, привариваемую к корпусу. Такая рубашка снабжается входным и выходным штуцерами. Во избежание появления ненормально больших падений напряжения в дуге, что может привести к возникновению каскадов или разрывам дуги в местах ее сужений, давление ртутного пара в вентиле не должно быть меньше (20-25) -10 3 мн/см2. Это соответствует минимально допустимой температуре Ттт - 15° С. Верхний допустимый предел по давлению пара ограничен режимом в непроводящую часть периода. С появлением большой плотности пара возрастают обратные токи и повышается вероятность возникновения обратного зажигания. Численное значение верхнего предела по давлению пара зависит от типа и конструктивного выполнения ртутного вентиля. Этот предел лежит обычно в диапазоне (100-150) -Ю-3 мн/см2, которому соответствует температура охлаждающей среды в 35-45° С. Кроме ограничения статического давления пара, преданодное пространство и анод должны быть также защищены от струй пара, выбрасываемых катодным пятном вместе с ртутными каплями. В связи с большим нагревом катода он нуждается в относительно более интенсивном охлаждении. Поэтому водяной поток пропускается вначале через катод, а потом через водяную рубашку. Игнитроны сварочного типа, не имеющие заметных мест сужения на пути от анода к катоду и свободные от обратных напряжений при встречно-параллельном включении их, допускают более широкий диапазон изменения температуры охлаждающей среды (примерно от 7V = 10° С, что соответствует давлению 15,0 -10-3 мн/см2, до 7V = 50-60° С, что соответствует давлению пара(1,6-3,3) X XlO 1 мн/см2). Важнейшим конструктивным узлом в ртутных вентилях является анодный узел. Графитовый анод, применяемый во всех низковольтных типах вентилей и, в частности, в игнитронах, имеет цилиндрические отверстия для облегчения выхода газов из массивной головки в процессе их откачки. В некоторых типах вентилей в отверстиях анодной головки размещаются газопоглотители. Управляющая сетка и фильтр в игнитронах сварочного типа обычно не вводятся. Зажигатель расположен в центре катода и имеет самостоятельный наружный вывод. Металлический экзитрон, разрез которого приведен на рис. 7.42,6, рассчитан на средний ток 100 а и напряжение Uamax - Ubmzx = = 600 е. Отличительными особенностями конструкции являются: 1) охват водяной рубашкой / только верхней части вакуумного корпуса 2, лежащей против анода 3. Это связано с тем, что в поясе анода выделяется наибольшее количество тепла. Плотность пара перед анодом должна быть в то же время наименьшей, чтобы свести |
|
© 2024 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |